"Can you 3D print it?" is the easy question. The useful one is which process, because FDM, SLA, and SLM are not three grades of the same thing. They use different physics, produce parts with different properties, and cost amounts that differ by an order of magnitude. Choosing badly means either paying for precision you do not need or building a prototype that cannot survive the test you intended for it.
FDM — the workhorse
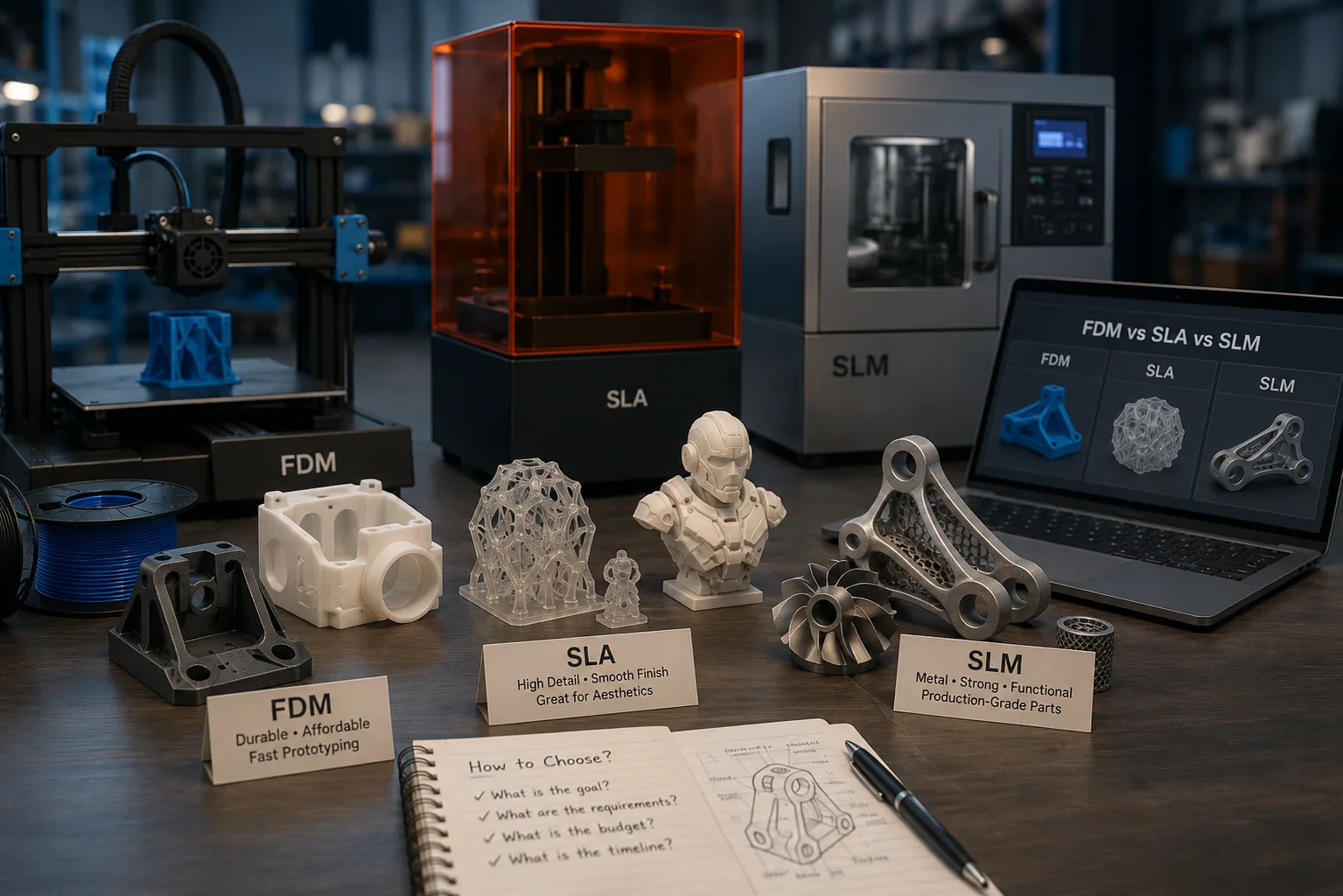
Fused Deposition Modelling extrudes a thermoplastic filament layer by layer. It is the cheapest and fastest of the three, it runs in engineering-grade materials such as ABS, PETG, and nylon, and it is entirely adequate for the job most prototypes actually do: checking that a shape is the right shape.
Its weakness is anisotropy. An FDM part is strong within a layer and comparatively weak between layers, so it can fail along the build direction under a load it would otherwise carry easily. Surface finish shows visible layer lines, and fine features tend to blur at the scale of the nozzle.
Use FDM for form and fit checks, ergonomic mock-ups, jigs and fixtures, and any iteration where you expect to reprint tomorrow.
SLA — the detail specialist
Stereolithography cures liquid photopolymer resin with a laser. The resolution is dramatically finer than FDM, the surface comes off the printer smooth enough to paint with minimal preparation, and the part is isotropic — it has no weak layer axis.
The trade-off is the material itself. Standard resins are brittle relative to thermoplastics, and most degrade under sustained UV exposure, which makes them a poor choice for a part that must live outdoors or take repeated impact. Printing is also messier: parts need washing and post-cure.
Use SLA when appearance or fine detail is the point — presentation models, housings with crisp features, master patterns for casting, and small intricate geometry that FDM would smear.
SLM — the production-grade option
Selective Laser Melting fully melts fine metal powder — titanium, aluminium, stainless, Inconel — into a dense metal part. The output is not a prototype pretending to be metal; it is metal, with mechanical properties approaching wrought material.
It is also the most expensive and the slowest, it demands careful support strategy and stress relief, and the parts usually need machining on critical faces. That cost only makes sense when the geometry could not be manufactured any other way, or when the part must genuinely perform.
Use SLM for functional metal prototypes, lightweight lattice or topology-optimised structures, conformal cooling channels, and low-volume end-use parts in aerospace, medical, and motorsport.
Picking, in one pass
- Checking that a shape fits and feels right → FDM
- Iterating daily on a design that is still moving → FDM
- Showing a client something that looks like the product → SLA
- Fine features, smooth surfaces, casting masters → SLA
- A part that must carry real load, in real metal → SLM
- Geometry that is impossible to machine or mould → SLM
When printing is the wrong answer
Additive manufacturing stops being the economical choice once volume rises. If you need a few hundred identical plastic parts, injection moulding will almost certainly beat printing on unit cost, even after tooling. If you need a simple metal bracket in quantity, laser cutting and bending is faster and cheaper than melting powder. Printing wins on complexity and on low volume — not on repetition.
Print the part you need to learn from. Manufacture the part you need to sell.